-
เน้น
ฟิล์ม MOPP ที่ปรับแต่งสี
,ฟิล์มปล่อยโพลีโพรพิลีนที่เน้นโมโนในแนวแกน
,ฟิล์ม MOPP โปร่งใส
-
วัสดุโพรพิลีนเชิงแกนเดี่ยว
-
สีกำหนดเอง
-
ปราศจากฮาโลเจนใช่
-
ความหนา25- 100μm กำหนดเอง
-
ความกว้าง≤1400 ± 5mm
-
แกน3" หรือ 6"
-
การเคลือบผิวเคลือบซิลิโคน UV Cured ด้านเดียวหรือสองด้าน
-
ปล่อยพลังกำหนดเอง
-
อัตราการยึดเกาะที่ตามมา≥75%
-
ความยาวกำหนดเอง
-
ประกบ≤1
-
ตัวอย่างฟรีแผ่น A4
-
สถานที่กำเนิดจีน
-
ชื่อแบรนด์HSF
-
จำนวนสั่งซื้อขั้นต่ำ10000㎡
-
รายละเอียดการบรรจุฟิล์มห่อ PE + ฟิล์มฟองสบู่ + พาเลทไม้ (กว้าง 1100 มม. x ยาว 1100 มม. x สูง 100 มม.) ปรับแต่งได้
-
เวลาการส่งมอบภายใน 10 วัน
-
เงื่อนไขการชำระเงินที/ที, แอล/ซี
-
สามารถในการผลิต80000 กก. ต่อสัปดาห์
ฟิล์ม MOPP ที่กำหนดเองสี
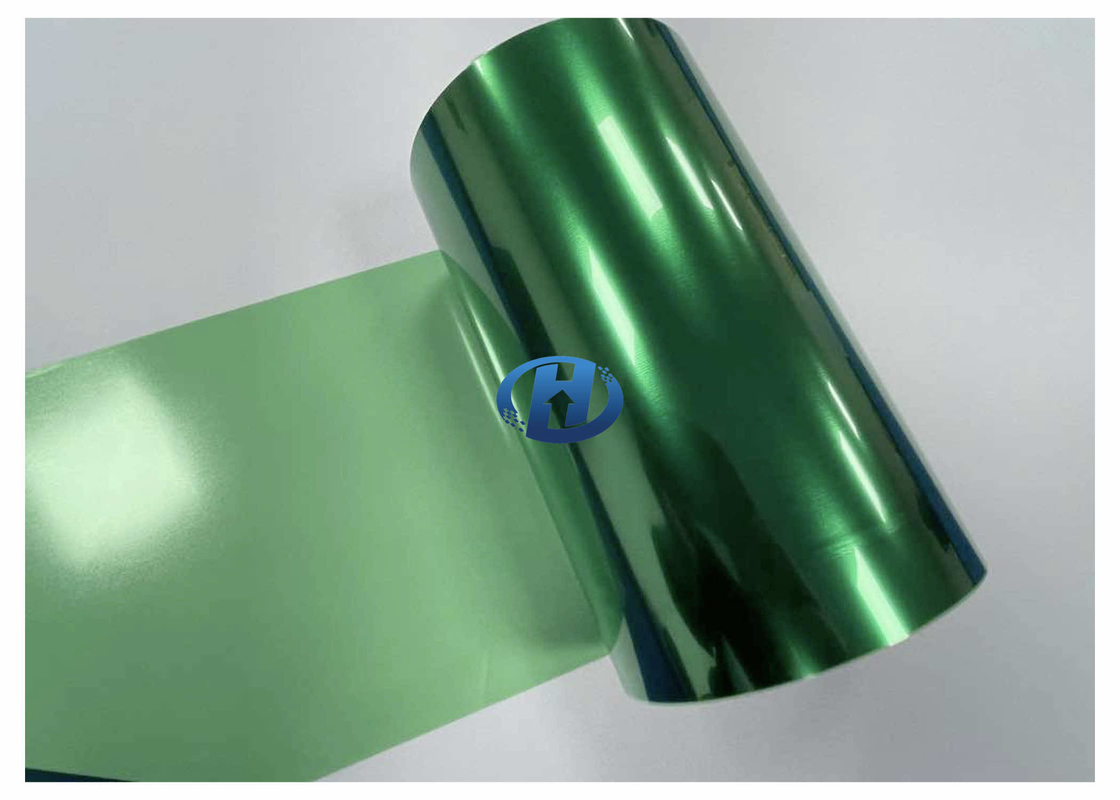
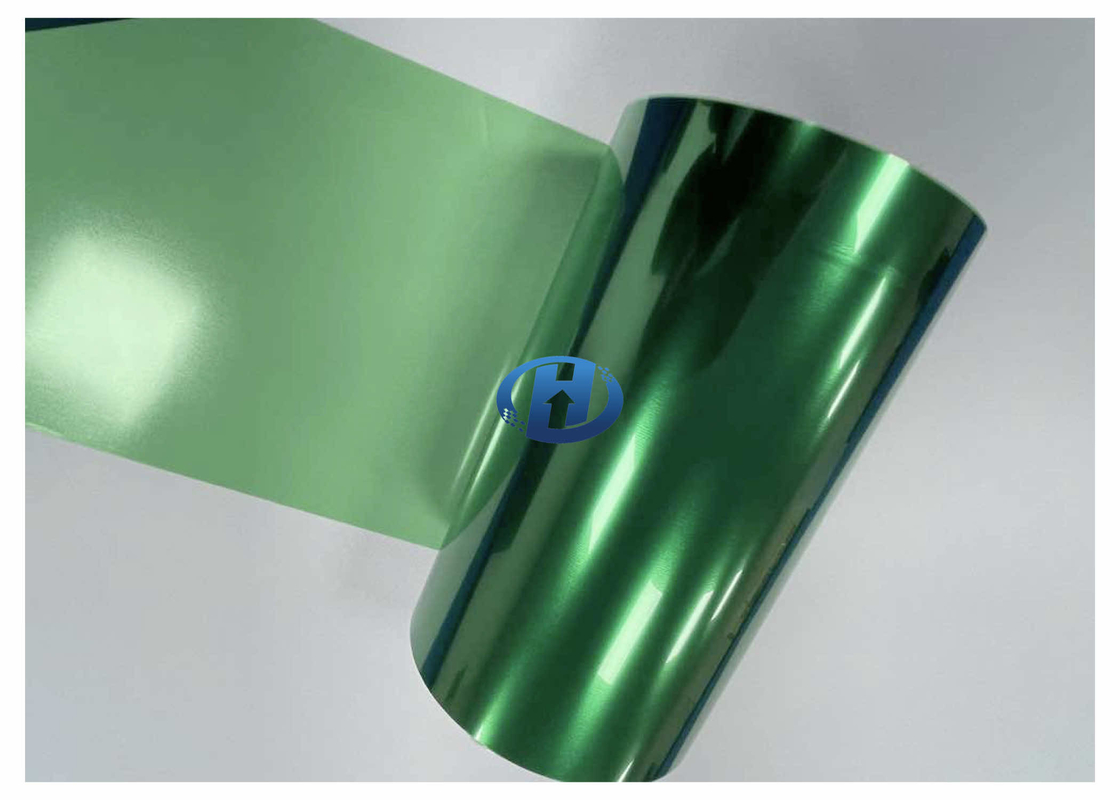
ฟิล์มปล่อยโพลีโพรพีลีนแนวแกนเดี่ยว, สีที่กำหนดเอง, ความแข็งแรงเชิงกลสูง, ความโปร่งใส
| S/N | รายการตรวจสอบ | หน่วยวัด | มาตรฐานผู้บริหาร | ค่าปกติ | |
| 1 | คุณภาพของรูปลักษณ์ | - | ไม่มีรอยยับ เสียหาย มลภาวะหรือครีบหยาบ | ตกลง | |
| 2 | ความหนาแน่น | ก./ซม.³ | - | 0.9 | |
| 3 | ความหนา | มม | GB/T 6673-2001 | 0.025-0.100 | |
| 4 | ส่วนเบี่ยงเบนความหนา | % | GB/T 6673-2001 | ≤3 | |
| 5 | แรงดึง | MD | Mpa | GB/T 1040.3-2006 | ≥280 |
| 6 | การยืดตัว @ แตกหัก | MD | % | GB/T 1040.3-2006 | ≥40 |
| TD | % | GB/T 1040.3-2006 | ≥500 | ||
| 7 | แรงตึงผิว (เดี่ยว / คู่) | mN/m | GB/T 14216-2008 | ≥42 | |
| 8 | การหดตัว (120 ℃/3 นาที) | MD | % | GB/T 10003-2008 | ≤5 |
| TD | % | ≤0 | |||
MOPP เป็นตัวย่อของ Mono-axially Oriented Polypropylene
มีความต้านทานแรงดึงสูงอย่างมีนัยสำคัญในทิศทางทางกล
ความแข็งแรงตามยาวและความต้านทานการแตกร้าวตามยาวได้รับการปรับปรุงอย่างมากและมีหงิกงอที่ดี
มีข้อดีคือน้ำหนักเบา โปร่งใส ไม่เป็นพิษ ทนต่อความชื้นและมีความแข็งแรงทางกลสูง
และใช้กันอย่างแพร่หลายในฟิล์มบรรจุภัณฑ์ ลวดดึงฟิล์มบุหรี่ ฯลฯ และใช้กันอย่างแพร่หลายเป็นพื้นผิวฟิล์มคอมโพสิต
เทปกาวในตัว เทปพันสายไฟ เทปฉีกขาด ฟิล์มฐานเคลือบซิลิโคน เทปรัด (เช่น เหล็กห่อ)
ฉลากบทความ การใช้งานซับยาง ฯลฯ
ปัจจุบันวิธีการผลิตฟิล์ม MOPP ที่ใช้กันมากที่สุดในอุตสาหกรรมคือวิธีการหล่อหลัก
ในวิธีการหล่อ พลาสติกที่เตรียมไว้จะถูกทำให้เป็นพลาสติกในขั้นแรกและหลอมผ่านเครื่องอัดรีดร่วม
มันถูกรีดผ่านโครงสร้างรูปตัว T ขึ้นรูปแล้วหล่อเป็นแผ่นลงบนพื้นผิวลูกกลิ้งอย่างราบรื่น
หมุน ลูกกลิ้งระบายความร้อน
ฟิล์มถูกทำให้เย็นลงและขึ้นรูปบนลูกกลิ้งทำความเย็น จากนั้นผลิตภัณฑ์จะม้วนขึ้นหลังจากดึงและตัดแต่ง
ผลิตภัณฑ์ที่ผลิตโดยวิธีการหล่อ (วิธีฟิล์มแบน) มีประสิทธิภาพที่เหนือกว่าและอุปกรณ์ที่ครบถ้วน
มีประสิทธิภาพการผลิตสูงและเหมาะสำหรับการผลิตจำนวนมาก และปัจจุบันองค์กรใช้กันอย่างแพร่หลาย
![]()
![]()
![]()
ผลิตภัณฑ์ของเรามีจำหน่ายทั่วโลก คุณสามารถวางใจได้ในกระบวนการผลิตทั้งหมดของเรา